Токарный станок по дереву своими руками: советы по изготовлению и использованию. Самостоятельное изготовление деревообрабатывающего станка Как установить бензиновый двигатель на деревообрабатывающий станок
В станке использован покупной бензиновый двигатель УД2-М-1, трехфазный электродвигатель (2,2 кВт на 1500 об/мин) и покупной фуговальный вал.
Поскольку в продаже бывают самые разные конструкции фуговальных валов (с различными размерами), размеры использованного вала не приводятся. Такое же замечание нужно сделать в части примененных при создании станка узлов. Автор, по специальности электрик, работает в организации, обслуживающей агрокомплекс. По этой причине, например, в станке использованы ручки от электро рубильников.
Заметным конструктивным отличием этого деревообрабатывающего станка от промышленных образцов служит то, что главная рабочая плоскость (стол) сделана не как обычно - из массивной стальной плиты (толщиной 10 мм и более), а представляет собой сборную конструкцию, сваренную из уголков и листового (сравнительно нетолстого) покрытия.
Основной идеей компоновки было размещение основных узлов так, чтобы работа на станке была безопасной и удобной. Например, «дуги безопасности» предохраняют вращающиеся детали станка от упавших со столов обрабатываемых деталей. А ременная передача упрятана внутрь корпуса.
Габаритные размеры станка зависит:- от приобретенного вала и размеров двигателей. Основой конструкции станка (рис. 1) служит рама, сваренная из уголков 50x50 мм. Для удобства демонтажа бензодвигателя левая часть рамы сделана съемной и крепится болтами М10.
Рис. 1 Универсальный деревообрабатывающий станок с электро и бензодвигателями
Ременная передача (рис. 2) обеспечивает работу с электроприводом и с бензодвигателем. Натяжное устройство позволяет применять ремни разной длины: от 1000 до 1400 мм.

Рис. 2. Ременная передачи схемы переключения передачи электрического и бензинового двигателей.
Главным рабочим процессом при работе на станке является строгание (фугование). Конструкция соответствующей части станка представлена на рис. 3. Здесь я должен поблагодарить П. Костицына (журнал «Сам» № 2 за 1995 г.) за его идею, осуществленную при модернизации станка УБДН-1.
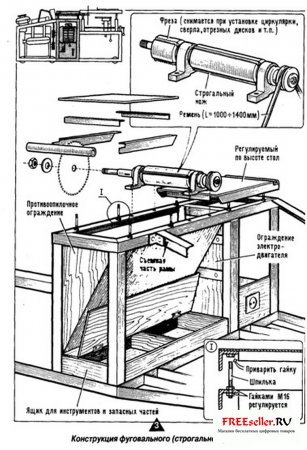
Рис. 3 Конструкция строгального(фуговального) станка
При работе на циркулярке автором была замечена большая опасность соскакивания пильного диска, в особенности при ударе диска о металлические детали. Поэтому в конструкции станка особое внимание уделено облицовке окна (паза под диск циркулярки) накладками из фанеры (рис.4).

Рис. 4. Конструкция пильного (циркулярного) стола.
Установка стола на четырех ножках-стойках включает телескопические соединения ножек. Но надо иметь в виду, что вибрации в работе станка делают винтовые зажимы недостаточно надежными. Поэтому пришлось дополнить это устройство стопорными шпильками.
Возможность наладочного смещения линейки обеспечена приваренными к ней направляющими, сделанными из прутков 016 мм.
Для облегчения фрезерования предусмотрен прижимной ролик, без которого подавать вручную обрабатываемую деталь к фрезе тяжело.
Сверльно-фрезерное приспособление (рис. 5) обеспечивает крепление обрабатываемых изделий и их перемещение относительно инструмента. Однако при эксплуатации всего узла усилие зажатия деталей общей струбциной затрудняет их перемещение по поперечным салазкам. Видимо, лучше крепить обрабатываемые детали непосредственно на столике. Естественно, когда детали не обрабатывают на столике, струбцину на до снять. То же иметь в виду в части оснащения столика: упор, используемый при обработке небольших деталей, при обработке большой детали снимают
В станке был использован бензобак от мопеда «Рига». Однако запаса бензина в нем (8 л) маловато. Лучше применить более вместительный бак, разместив его рядом со станком. Обращаю внимание на переделку выхлопных труб от бензодвигателя к глушителю. Чтобы отдалить горячий глушитель от деталей станка, пришлось сделать удлинитель из кусков трубы 01", используя гнутые переходники.
При заготовке отрезков металлических профилей я использовал ножовку по металлу: это обеспечивает чистоту среза.
После изготовления узлы стоит окрасить. Этим пренебрегать не стоит: краска не только защищает от коррозии и придает станку элегантный вид, она еще и существенно снижает шум от станка.
Теперь о порядке работы на станке. Прежде всего заправляют ременную передачу на выбранный тип привода: от электродвигателя или от бензомотора. Электродвигатель включен по схеме «треугольник» для работы в однофазной сети. Поэтому его запускают через конденсаторы. При запуске нагрузка должна быть убрана. Для этого натяжное устройство ослабляют (снижают натяжение ремня), чтобы ведущий шкив в ремне пробуксовывал. После некоторого раскручивания, трещеткой дают натяжение ремня. Постепенно раскручивается рабочий вал. Пуск бензинового двигателя осуществляют тоже с постепенным нагружением.
Для отборки четверти (например, при изготовлении декоративной рейки-«шелевки» для отделочных работ) применяют фрезы с небольшой высотой режущих зубьев - до 5 мм. Скорость вращения фрезы порядка 3000 об/мин. Для выполнения этой работы сначала на пильный стол устанавливают дополнительную линеечку. Из направляющих стоек вынимают стопоры, предохраняющие стол от произвольного опускания. Затем ослабляют гайки затяжки фиксации положения металлических столиков относительно рамы пильного стола. Теперь эти столики можно раздвинуть на примерный радиус фрезы (при этом фреза с валом находятся в крайнем верхнем положении). Далее ослабляют зажимное устройство штанги подъемника до тех пор, пока (втугую) можно будет провернуть штангу. Это дает возможность вывернуть барашки фиксации стоек стола (при этом подъемные пальцы подъемника должны быть подведены под стойки). Рабочие поверхности обоих металлических столиков выводят в одну плоскость, и стол понемногу опускают, пока фреза не установится на требуемую высоту. В таком виде фиксируют штангу подъемника и зажимают барашки. На этом установка стола заканчивается. Остается закрепить в нужном положении раздвижные столики (оптимальное положение находят, проворачивая вал с фрезами).
Для выборки четверти также можно установить циркулярку небольшого диаметра и, не вынимая стопоров и не касаясь крепления металлических столиков, подъемником отрегулировать такую высоту стола, чтобы пильный диск обеспечивал нужную глубину пропила. В этом положении стол фиксируют барашками. При этом маленькая линеечка не нужна и ее снимают.
Надобность в узле для сверлильно-фрезерных торцевых работ возникла, как потребность механизации обработки строительных деталей из дерева. В торце вала пришлось сделать гнездо под конус Морзе (для установки сверл).
Для осуществления крепежного устройства обрабатываемой детали есть два пути. Первый - общепринятый. Это создание простого стола, на котором обрабатываемую деталь подают на инструмент вручную. В этом случае нужна только установка (регулировка) стола по высоте. Второе направление - координатное устройство с механической подачей. Оно и было сделано мною в описываемом станке.
Вынесенный на суд читателей деревообрабатывающий станок я самостоятельно спроектировал, собственноручно изготовил и теперь успешно использую при строительстве дома на своем участке. Убеждаюсь, насколько удачной получилась конструкция: компактная.технологичная, вполне, думается, подходящая для ее «тиражирования». Станок настолько прост, что сверхобстоятельная деталировка для его изготовления вряд ли потребуется. Ко всем узлам крепления здесь свободный доступ. Так что при желании конструкцию можно легко разобрать и, перевезя в багажнике автомобиля, собрать на новом месте минут за тридцать.
Предлагаемый вариант универсального деревообрабатывающего станка - с несущими элементами, выполненными из стального уголка и листовой стали. Хотя знаю: опытному самодельщику не составит труда подыскать и этим материалам подходящую замену из того, что окажется под рукой. Разумеется, при максимальном использовании технических решений, обеспечивающих компактность, технологичность сборки и разборки.
Взять хотя бы сварные узлы и детали. Их немного. Прежде всего это опора-основание, выполненное из стального уголка 50×50 мм. Затем идет рама для установки Г-образных стоек стола и подшипниковых узлов ведомого вала с рабочими органами станка. Изготовлена она из стального уголка 60×60 мм. Сварные работы потребуются также при жесткой фиксации втулок Г-образных стоек к крышке стола, выполнении линейки-ограничителя и специальной поворотной платформы для электродвигателя.
О последней следует сказать особо. Сварена она из отрезков стального уголка 40×40 мм и прутка, в торцах которого нарезана внутренняя резьба М12. Пруток служит поворотной осью платформы, вставляется между стойками и закрепляется с двух сторон болтами М12. Асинхронный трехфазный двигатель АИР100S4УЗ со 100-мм двухручьевым шкивом устанавливается на платформе с помощью четырех болтов с гайками и шайбами Гровера.
Натяжение в клиноременной передаче осуществляется закручиванием барашка на штанге, проходящей через отверстие в платформе, с последующим законтриванием.
Опора-основание, рама и четыре стойки из стального уголка 40×40мм, скрепленные воедино болтами М20, образуют станину. К ней привинчены изготовленные из листового алюминия желоба для опилок и стружки, другие узлы и детали, в том числе аппаратура пуска и управления электродвигателем.
Крышка стола состоит из двух одинаковых 6-мм стальных плит, скрепленных между собой лонжеронами посредством винтов М12 с потайной головкой и контргайками. К нижней поверхности крышки, как уже отмечалось, приварены четыре втулки, в которых могут поворачиваться Г-образные стойки. Что касается линейки-ограничителя, то она крепится на направляющих с помощью составных зажимов и винтов М8.
Несколько слов о двигателе. Поскольку в станке использован трехфазный АИР100Б4УЗ (3 кВт, 1410 об/ мин), то для включения его в однофазную сеть пришлось вводить фа-зосдвигающие конденсаторы - пусковой и рабочий. А для наиболее эффективного использования - предусмотреть соединение обмоток либо «звездой», либо «треугольником». Первый из названных режимов (с условным обозначением «Y») рекомендуется применять при пилении и строгании с пониженной нагрузкой (когда доски не слишком толстые). Кнопка «Пуск» здесь нажимается, если SА1 - отключен, SА2 - включен, а SАЗ - в положении «Y». При этом сработает магнитный пускатель и, заблокировав SВ1, обеспечит надежную подачу напряжения на обмотки двигателя.

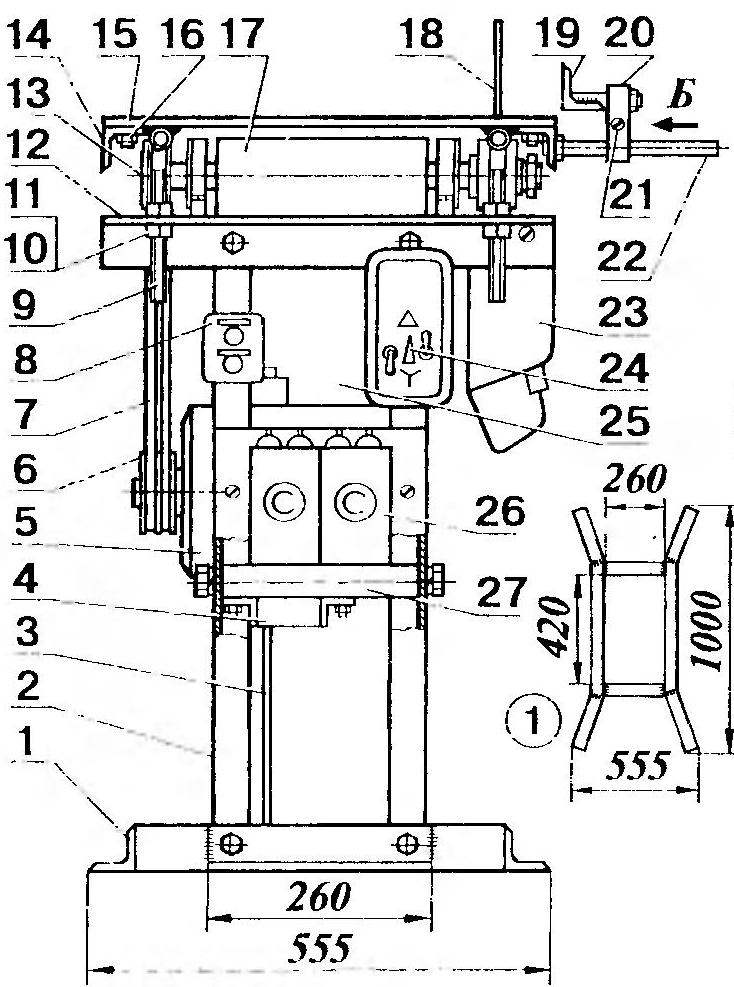
1 опора-основание, 2 - стойка (стальной уголок 40×40, 1,800, 4 шт.), 3 - штанга натяжения ременной передачи (стальной пруток 16, 1,350 с резьбой М16 на концах), 4 - платформа двигателя поворотная, 5 - электродвигатель асинхронный трехфазный АИР100S4УЗ, 6 - шкив двухручьевой ведущий (с1 100), 7 -ремень клиновидный (2 шт.), 8 - пульт управления с кнопками «Пуск» и «Стоп», 9 - стойка стола (4 шт.), 10 – гайка М16 регулировочная с контргайкой (4 комплекта),11 - шайба Гровера (4 шт.), 12 - рама, 13 - шкив двухручьевой ведомый (d 50), 14-лонжерон стола (стальной уголок 50×50, 1,700. 2 шт.), 15 – крышка стола составная (лист стальной 555×500, sб, 2 шт.), 16 - винт М12 с потайной головкой (22 шт.), 17 — рубанок роторный в сборе, 18 - диск пилы циркулярной, 19 - линейка-ограничитель, 20 - зажим составной (2шт.), 21 – винт М8 (2шт). 22 — направляющая с резьбой М16 на конце (2 шт.), 23 - желоб для опилок (алюминий, лист sЗ), 24 - пускатель магнитный с переключателем («Звезда» -- «Треугольник») и двумя выключателями, 25 - желоб для стружки (алюминий, лист, s3), 26 - конденсатор 100 мк х 400 В (2 шт.), 27 - ось платформы двигателя, 28 - гайка-барашек М 16.

1 - болт М8 с шайбой Гровера, 2 - шайба прижимная, 3 - шкив двухручьевой ведомый, 4 - крышка подшипникового узла (Ст5, 2 шт.), 5 - болт М5 (4 шт.), 6 - корпус подшипникового узла (Ст5, 2 шт.), 7 - шарикоподшипник 206 (2 шт.), 8 - нож рубанка (сталь инструментальная, 3 шт.), 9 - болт Мб распорный (9 шт.), 10 - планка прижимная (СтЗ, Зшт.), 11 -вал ведомый (сталь 45), 12 - кольцо распорное (Ст3),13 - шайба профильная (СтЗ), 14 - диск пилы циркулярной, 15 - шайба затяжная (СтЗ), 16 - кольцо затяжное (СтЗ), 17 - гайка М24, 18 - шайба Гровера.

Режим с условным обозначением «Д» - это работа с повышенной мощностью. Переходят на него уже после того, как электродвигатель, основательно разогнавшись, наберет требуемые обороты в режиме «Y». Тогда смело увеличивают емкость фазосдвигающего конденсатора, дополнительно подключив с помощью SА1 еще 100 мкФ. И лишь потом, не допуская сильных пусковых токов, переключают обмотки на «треугольник», переведя БАЗ в положение «Д».
Остановить двигатель легко в любом из режимов. Для этого достаточно нажать на кнопку «Стоп». Тогда сразу же прекратится подача питающего напряжения на обмотку катушки магнитного пускателя, и он обесточит электродвигатель.
Что касается переключателя SА4 «Реверс», то, как показала практика, его можно и не устанавливать. А требуемого направления вращения добиваются в таком случае во время пусконаладочных работ путем «перекидки концов» одной из обмоток.
И еще одно замечание относительно особенностей функционирования рассматриваемой схемы. После остановки электродвигателя оба конденсатора необходимо разрядить. Для этого нужно всего-навсего… включить SА1 и SА2.
Настала пора рассмотреть и особенности эксплуатации самого станка в целом. Лучше это сделать, обратившись к иллюстрациям.
Прежде всего - регулировка высоты пропила, а также толщины снятия стружки. Требуемых результатов здесь добиваются… вращением гаек. Специальных, регулировочных, с последующей фиксацией нижней гайкой.
Изменение наклона стола (при пилении под углом, отличным от прямого) осуществляется простым подъемом (или опусканием) стоек (с противоположной стороны пильного диска) на необходимую высоту. Оптимальных скоростей вращения вала (1500 об/мин- для пиления и примерно 3500 об/мин - для строгания исходного материала) достигают путем соответствующего подбора диаметров ведущего и ведомого шкивов.
Другие возможности станка? Они в прямой зависимости от того, какой инструмент на рабочем валу. Например, используя различные фрезы, можно с успехом выбирать пазы, четверти. Заменив пильный диск на отрезной круг, получаем надежного механического резчика металла. А с установкой наждака - станок для заточки инструмента.
Но все это требует аккуратности. И, конечно же, строжайшего, неукоснительного соблюдения правил техники безопасности. В частности, при установке вала на раму станины его необходимо жестко, без перекоса закрепить. Затянув болты вначале на одной опоре, убедиться, что другая не поднялась над рамой и не оказалась чрезмерно прижатой к ней. Затем нужно с такой же предосторожностью подойти к затяжке болтов на второй опоре. Перекос устранять тут же, подкладывая под опоры металлические прокладки. В подшипники необходимо набить тугоплавкую смазку. Проследить, чтобы в них ни в коем случае не попадали опилки, стружка.
С не меньшей тщательностью следует относиться и к рубанку. Ножи этого рабочего органа должны быть надежно закреплены болтами. Нелишне напомнить, что, когда рубанком не пользуются, его необходимо закрывать специальной металлической крышкой (на рисунке условно не показана).
Гайки крепления «циркулярки» во избежание каких бы то ни было сюрпризов непременно должны быть с шайбами Гровера, да и остальным резьбовым соединениям не помешает иметь надлежащую затяжку. Перед работой на станке следует проверить, насколько хорошо все закреплено. Убедиться в надежности клиноременной передачи, провернув несколько раз за приводной ремень сам вал. Последний должен вращаться легко, без заеданий. И лишь затем можно приступать к работе.
Б.ПОТАПОВ, г.Рязань
Все самодельщики изготавливающие станки и приспособления в домашних условиях своими руками, рано или поздно сталкиваются с вопросом, какой силовой агрегат установить для привода своего станка. Казалось бы, подобрал подходящую мощность, шкивами или редуктором вышел на нужные обороты и всё, проблемы нет . Но на самом деле не всё так просто. От правильного выбора двигателя будет зависеть, как заработает станок, будет ли он радовать вас своей работой или начнёт доставлять проблемы.
В этой статье я постараюсь коснуться некоторых нюансов и параметров электродвигателей, о которых чаще всего спрашивают, а так же расскажу о мало известных фактах.
Прежде всего - асинхронные двигателя. Это самые распространённые и самые используемые приводы у самодельщиков. Благодаря своим достоинствам, среди которых продолжительный режим работы, лёгкость в обслуживании, малошумность, большой выбор конфигураций, способов крепления, параметров и многое другое. Их недостатки уходят на второй план и забываются. А это не правильно. Основной недостаток таких двигателей является то, что они предназначены для трёхфазной сети. То, что существуют однофазные, конденсаторные это скорее уловки, позволяющие хоть как то использовать асинхронники в быту. Исключение составляют только двигателя с короткозамкнутым витком . Но они имеют очень слабый крутящий момент на валу и применяются в маломощных устройствах, таких как вентиляторы и небольшие помпы.
Другие же асинхронные двигателя включенные в однофазную сеть будут иметь слабый крутящий момент на валу, отсюда сложный запуск под нагрузкой и меньшую мощность по сравнению с двигателем с теми же параметрами но подключенным в трёхфазную сеть. Так же многие считают, что если на бирке (шильдике, паспорте) двигателя написано 220\380 Вольт, то при переключении со звезды на треугольник двигатель "превращается" из трёхфазного 380 Вольт в однофазный 220 Вольт. Это не так. Просто существуют разные стандарты напряжений трёхфазного тока. И при переключении на треугольник двигатель остаётся трёхфазным, но рассчитанным на межфазное напряжение 220 Вольт.
Ещё одним из недостатков асинхронных двигателей является то, что их обороты напрямую зависят от частоты переменного тока. И мы не можем простыми средствами их регулировать. Так же и максимальные обороты таких двигателей рассчитанных на 50 Герц не могут превышать 3тыс.об\мин.
Конечно, мне могут возразить и сказать, что в продаже стали появляться частотные преобразователи, которые успешно справляются с этими проблемами. С одной стороны они преобразуют однофазный ток в трёхфазный, а с другой могут изменять частоту переменного тока и тем самым регулировать обороты как в меньшую, так и в большую сторону. Это верно. Но цена такого девайса зачастую превышает цену всего станка вместе с двигателем. И это сводит весь смысл самодела к нулю.
Если вы решили использовать асинхронный двигатель, то вам необходимо определить, какой двигатель перед вами, трёхфазный или однофазный. От этого будет зависеть способ его подключения.
В противоположенность асинхронному двигателю можно предоставить "двигатель постоянного тока". Отличительной особенностью этих двигателей является щёточно-коллекторный узел. Такие двигателя так же имеют массу модификаций и параметров. Среди преимуществ таких двигателей - хороший момент на валу, а также возможность регулирования оборотов напряжением питания. Но не все такие электромоторы рассчитаны на постоянный ток. Некоторые проектируются и хорошо работают на переменном токе. Что облегчает их применение в быту. Учитывая повышенный крутящий момент, лёгкость подключения к однофазной сети, простоту регулирования оборотов, эти двигателя получили очень широкое применение в электроинструменте, бытовых станках, бытовой технике. Однако не очень большая распространённость не способствует широкому применению таких двигателей среди самодельщиков. А использовать электроинструмент в качестве привода на станках мешает шумность редукторов и большие обороты. А так же то, что простые регуляторы оборотов уменьшают не только обороты но и мощность двигателя.
Но и здесь есть выход. Существуют регуляторы оборотов с обратной связью. То есть, схема отслеживает обороты вала и при необходимости увеличивает питание двигателя для поддержания заданной частоты вращения. Такие регуляторы иногда ставят в фирменный, дорогой инструмент и называют "константной электроникой". Для того чтобы увидеть разницу между простым регулятором и регулятором с обратной связью можно посмотреть это видео с 20ой минуты.
Раньше такие схемы применялись в стиральных машинах с коллекторными двигателями и при небольшом везении их можно найти в мастерских по ремонту бытовой техники. Если найти не удалось, то можно сделать самому.
Применение такого регулятора в паре с коллекторным двигателем позволяет в некоторых пределах обойтись без коробки скоростей. И плавно регулировать обороты в широких пределах.
Вот некоторые примеры использования данного регулятора самодельщиками.
Лобзиковый станок:
Токарный станок по дереву:
Гончарный круг:
Гриндер из фанеры:
Но, применяя регулятор оборотов с обратной связью, необходимо учитывать, что охлаждение мотора на малых оборотах ухудшается и возможно придётся делать принудительное охлаждение.
Теперь, зная о достоинствах и недостатках двигателей можно определяться в том, какой привод ставить на ваш станок. Если это асинхронный, то вам будет полезно это видео.
Правильный подбор рабочих конденсаторов для асинхронного электродвигателя:
Подбор пусковых конденсаторов для асинхронного электродвигателя:
Если ваш выбор пал на коллекторный двигатель, то вот видео о том, как сделать регулятор и таходатчик для двигателя.
Буду рад, если помог вам определиться. Удачи вам в ваших начинаниях!
Вынесенный на суд читателей сайта сайт деревообрабатывающий станок я самостоятельно спроектировал, собственноручно изготовил и теперь успешно использую при строительстве дома на своем участке. Убеждаюсь, насколько удачной получилась конструкция: компактная, технологичная, вполне, думается, подходящая для ее «тиражирования». Станок настолько прост, что сверхобстоятельная деталировка для его изготовления вряд ли потребуется. Ко всем узлам крепления здесь свободный доступ. Так что при желании конструкцию можно легко разобрать и, перевезя в багажнике автомобиля, собрать на новом месте минут за тридцать.
Чертежи деревообрабатывающий станка



Предлагаемый вариант универсального деревообрабатывающего станка - с несущими элементами, выполненными из стального уголка и листовой стали. Хотя знаю: опытному самодельщику не составит труда подыскать и этим материалам подходящую замену из того, что окажется под рукой. Разумеется, при максимальном использовании технических решений, обеспечивающих компактность, технологичность сборки и разборки.
Взять хотя бы сварные узлы и детали. Их немного. Прежде всего это опора-основание, выполненное из стального уголка 50x50 мм. Затем идет рама для установки Г-образных стоек стола и подшипниковых узлов ведомого вала с рабочими органами станка. Изготовлена она из стального уголка 60x60 мм. Сварные работы потребуются также при жесткой фиксации втулок Г-образных стоек к крышке стола, выполнении линейки-ограничителя и специальной поворотной платформы для электродвигателя.
О последней следует сказать особо. Сварена она из отрезков стального уголка 40x40 мм и прутка, в торцах которого нарезана внутренняя резьба М12. Пруток служит поворотной осью платформы, вставляется между стойками и закрепляется с двух сторон болтами М12. Асинхронный трехфазный двигатель АИР100Б4УЗ со 100-мм двухручьевым шкивом устанавливается на платформе с помощью четырех болтов с гайками и шайбами Гровера.
Натяжение в клиноременной передаче осуществляется закручиванием барашка на штанге, проходящей через отверстие в платформе, с последующим законтриванием.
Опора-основание, рама и четыре стойки из стального уголка 40x40мм, скрепленные воедино болтами М20, образуют станину. К ней привинчены изготовленные из листового алюминия желоба для опилок и стружки, другие узлы и детали, в том числе аппаратура пуска и управления электродвигателем.
Крышка стола состоит из двух одинаковых 6-мм стальных плит, скрепленных между собой лонжеронами посредством винтов М12 с потайной головкой и контргайками. К нижней поверхности крышки, как уже отмечалось, приварены четыре втулки, в которых могут поворачиваться Г-образные стойки. Что касается линейки-ограничителя, то она крепится на направляющих с помощью составных зажимов и винтов М8.
Несколько слов о двигателе. Поскольку в станке использован трехфазный АИР100Б4УЗ (3 кВт, 1410 об/мин), то для включения его в однофазную сеть пришлось вводить фазосдвигающие конденсаторы пусковой и рабочий. А для наиболее эффективного использования — предусмотреть соединение обмоток либо «звездой», либо «треугольником». Первый из названных режимов (с условным обозначением «У») рекомендуется применять при пилении и строгании с пониженной нагрузкой (когда доски не слишком толстые). Кнопка «Пуск» здесь нажимается, если БА1 отключен, БА2 включен, а БАЗ в положении «У». При этом сработает магнитный пускатель и,заблокировав БВ1, обеспечит надежную подачу напряжения на обмотки двигателя.
Режим с условным обозначением «Д» это работа с повышенной мощностью. Переходят на него уже после того, как электродвигатель, основательно разогнавшись, наберет требуемые обороты в режиме «У». Тогда смело увеличивают емкость фазосдвигающего конденсатора, дополнительно подключив с помощью БА1 еще 100 мкФ. И лишь потом, не допуская сильных пусковых токов, переключают обмотки на «треугольник», переведя БАЗ в положение «Д».
Остановить двигатель легко в любом из режимов. Для этого достаточно нажать на кнопку «Стоп». Тогда сразу же прекратится подача питающего напряжения на обмотку катушки магнитного пускателя, и он обесточит электродвигатель.
Что касается переключателя БА4 «Реверс», то, как показала практика, его можно и не устанавливать. А требуемого направления вращения добиваются в таком случае во время пусконаладочных работ путем «перекидки концов» одной из обмоток.
И еще одно замечание относительно особенностей функционирования рассматриваемой схемы. После остановки электродвигателя оба конденсатора необходимо разрядить. Для этого нужно всего-навсего... включить БА1 и БА2.
Настала пора рассмотреть и особенности эксплуатации самого станка в целом. Лучше это сделать, обратившись к иллюстрациям.
Прежде всего регулировка высоты пропила, а также толщины снятия стружки. Требуемых результатов здесь добиваются... вращением гаек. Специальных, регулировочных, с последующей фиксацией нижней гайкой.
Изменение наклона стола (при пилении под углом, отличным от прямого) осуществляется простым подъемом (или опусканием) стоек (с противоположной стороны пильного диска) на необходимую высоту. Оптимальных скоростей вращения вала (1500 об/мин для пиления и примерно 3500 об/мин для строгания исходного материала) достигают путем соответствующего подбора диаметров ведущего и ведомого шкивов.
Другие возможности станка? Они в прямой зависимости от того, какой инструмент на рабочем валу. Например, используя различные фрезы, можно с успехом выбирать пазы, четверти. Заменив пильный диск на отрезной круг, получаем надежного механического резчика металла. А с установкой наждака станок для заточки инструмента.
Но все это требует аккуратности. И, конечно же, строжайшего, неукоснительного соблюдения правил техники безопасности. В частности, при установке вала на раму станины его необходимо жестко, без перекоса закрепить. Затянув болты вначале на одной опоре, убедиться, что другая не поднялась над рамой и не оказалась чрезмерно прижатой к ней. Затем нужно с такой же предосторожностью подойти к затяжке болтов на второй опоре. Перекос устранять тут же, подкладывая под опоры металлические прокладки. В подшипники необходимо набить тугоплавкую смазку. Проследить, чтобы в них ни в коем случае не попадали опилки, стружка.
С не меньшей тщательностью следует относиться и к рубанку. Ножи этого рабочего органа должны быть надежно закреплены болтами. Нелишне напомнить, что, когда рубанком не пользуются, его необходимо закрывать специальной металлической крышкой (на рисунке условно не показана).
Гайки крепления «циркулярки» во избежание каких бы то ни было сюрпризов непременно должны быть с шайбами Гровера, да и остальным резьбовым соединениям не помешает иметь надлежащую затяжку. Перед работой на станке следует проверить, насколько хорошо все закреплено. Убедиться в надежности клиноременной передачи, провернув несколько раз за приводной ремень сам вал. Последний должен вращаться легко, без заеданий. И лишь затем можно приступать к работе.
Дерево – неповторимый, уникальный, экологически чистый материал, что делает его высоко востребованным и популярным. Выполнение изделий из этого материала принято в мире верхом мастерства. Самодельные деревообрабатывающие станки пользуются спросом у мелких предпринимателей, выполняющих индивидуальные заказы.
Имея под рукой деревообрабатывающие инструменты или специальный станок, легко проявлять фантазию и мастерство по всем направлениям – построить дом, оборудовать дачный участок, изготовить мебель и предметы интерьера.
В специализированных магазинах многофункциональные станки стоит недешево, поэтому, как альтернативу, стоит рассмотреть возможность изготовить самостоятельно.
Особенности агрегатов
Какие бывают деревообрабатывающие станки? Какие виды работ несложно на них производить?
В основном на станках делают обрезку и нарезку древесины, ее шлифовку, а дополнительно – токарные работы. Исходя из этого, станки делят на такие виды:
- универсальные;
- специализированные;
- узкопрофильные.
При правильном подходе и изготовлении, самодельные агрегаты получаются универсальными и в состоянии справиться со всеми этими задачами.
Основы начального этапа, которые необходимо учесть для того, чтобы сделать деревообрабатывающий станок своими руками.
Необходимо учесть, что для установки станка потребуется необходимое количество места. Желательно иметь для этого отдельное помещение, чтобы все материалы и приспособления были под рукой.
Перед тем как приступить к подготовке деталей для сборки, необходимо составить точные чертежи. Если опыта в этой сфере не имеется, следует прибегнуть к помощи мастера или найти информацию на просторах интернета.
Составляющие прибора
Детали, из которых чаще всего состоят станки по дереву.
Станина (корпус, рабочий стол)
На него будет крепиться будущая конструкция. Часто изготавливают из стали, чугуна, то есть конструкция должна быть довольно тяжелой и устойчивой, чтобы станок держался на ней надежно. Все детали скрепляются при помощи сварки, что более долговечно.
Иногда проводится сборка при помощи болтов, но такие крепления имеют способность разбалтывания, поэтому в таких случаях придется регулярно проверять и подтягивать конструкцию. Часто станина дополнительно укрепляется цементом – в этом случае рабочее место будет неподвижным. Но бывают конструкции и с подвижным столом.
Валовый механизм
Имеет три типа:
- пильный;
- ножевой;
- шпиндельный.
На вал с торца устанавливается режущий механизм, а с другой стороны привод в виде ремня от блока управления. Вал располагается наверху рабочей станины и часто имеет толщину 30 см в окружности.
Режущий блок
Та часть, которая будет отвечать непосредственно за обработку древесины. Меняется с учетом того, какую операцию необходимо произвести. Это иногда бывает циркулярный нож, фреза, шлифовальный или наждачный круг, лобзиковый нож.
Блок управления
Механизм работы станка, то есть двигатель. Он отвечает за работу, регулировку частоты вращений рабочих деталей. К нему предъявляются особые требования: мощность должна быть 1,5–3 кВт, а скорость 1,5–2,5 тыс. оборотов. Крепится двигатель внизу под рабочим столом.
Направляющая часть
Это движущаяся планка, при помощи которой регулируют ширину и толщину отрезаемых деталей, манипуляция помогает избежать траты времени на дополнительную разметку, создает определенную безопасность при удерживании деревянных заготовок. Устанавливается на верхнюю часть станины с возможностью передвижения и надежного закрепления.
Дополнительное оборудование
Самодельный деревообрабатывающий станок требует внедрения нескольких деталей, с помощью которых механизм сможет повторять маневры промышленного агрегата. Существуют дополнительные детали, входящие в корпус.
Электропроводка – мощность электричества должна тянуть 380 В. Проводка должна быть сделана грамотно, с соблюдением всех норм безопасности. Провода закрепляются так, чтобы не появилась вероятность попадания в двигатель или режущие механизмы.
Защитные кожухи – устанавливаются на все опасные детали станка и призваны защищать части тела от повреждений при случайном соскальзывании деталей при обработке. Чаще всего изготавливаются из жести или текстолита.
Сборка устройства
Основная проблема, часто возникающая при изготовлении – комплектующие детали. Многофункциональный станок требует от мастера внимания и щепетильности. Специалисты в этой области советуют приобретать заводские механизмы и части. Они изготовляются из инструментальной стали и довольно прочны и надежны в работе.

Если возможность заказа заводских изделий отсутствует, следует использовать подручные средства, например, механизм от бензопилы или циркулярной. В этом случае стоит учесть, что детали будут, не столь долговечны, а самодельные агрегаты не будут иметь высокую степень безопасности.
После того как все детали и необходимые материалы подготовлены и схемы сборки станка ясна, надо приступать непосредственно к самому процессу. Согласно чертежам, сначала собирается и укрепляется станина. Затем крепятся двигатель и ротор.
Любой станок по дереву сможет помочь владельцу в быту. Заранее собранные и выточенные правильно детали, позволят сделать сборку очень быстрой. После установки всех необходимых конструкций, необходимо проверить пусковой механизм и работу двигателя. И только после этого необходимо установить необходимую режущую часть и попробовать станок в работе.
Если все моменты были соблюдены с точностью и все составляющие детали изготовлены и закреплены правильно, то самодельные деревообрабатывающие станки не будут уступать по своей функциональности заводскому. Останется только соблюдать технику безопасности и работать на станке в свое удовольствие.